
砂研机及抛光机供应商
先进/安全/稳定

服务咨询热线
0750-3673578
157-2888-8859
砂研机及抛光机供应商
先进/安全/稳定
服务咨询热线
0750-3673578
157-2888-8859
地 址:江门市蓬江区杜阮镇木朗磨石工业区3号之6厂房
联系人:冯 生
手 机:15728888859
电 话:0750-3673578
传 真:0750-3673578
邮 箱:541214174@qq.com
Q Q:541214174
网 址:www.jm-tdl.com

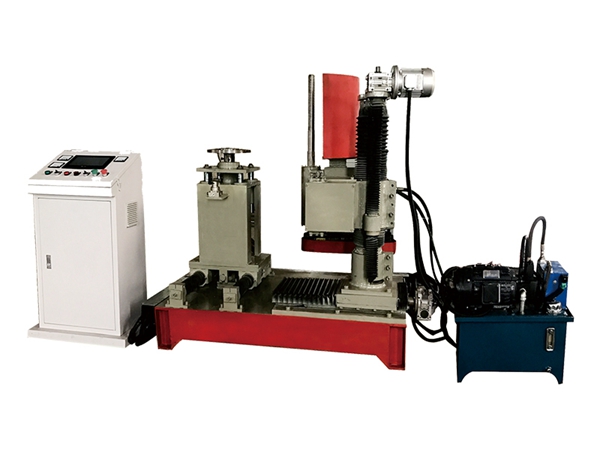
不锈钢抛光机生产制造的抛光机该机关键有打磨抛光器、导轮声卡机架、服务器架、制冷系统、电路系统,导轮五绝大多数构成。高速内抛光机导轮的运作选用直流变频无极变速操纵,可按零件加工和必须随意挑选切削速度,进而做到你所挑选的规格型号及型号规格在一定的范围之内不用调导轮间隔,你只需要将零件加工放入导架,调整抛轮切削速度,便可立即研磨抛光,中山内抛光机实际操作十分便捷,多级别打磨抛光一次进行。

高速内抛光机单组圆管抛光机由底座、抛盘、抛光织物、抛光罩及盖等根柢元件构成。电动机固定在底座上,固定抛光盘用的锥套通过螺钉与电动机轴相连。抛光织物通过套圈紧固在抛光盘上,电动机通过底座上的开关接通电源起动后,便可用手对试样施加压力在翻滚的抛光盘上进行抛光。抛光过程中参与的抛光液可通过固定在底座上的塑料盘中的排水管流入置于抛光机旁的方盘内。中山内抛光机抛光罩及盖可防止灰土及其他杂物在机器不运用时落在抛光织物上而影响运用效果。

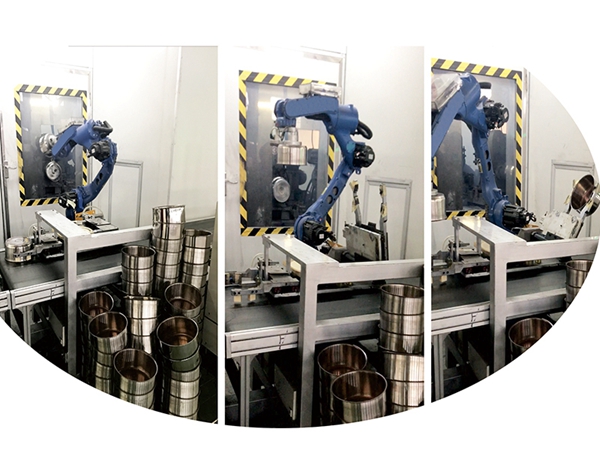
1、高速内抛光机机器在正常工作运转时,不可将影响抛光桶取出,或将手放入进行抛光桶内,以防出现损坏国家机器和伤手。 工件打磨后应及时烘干,效果更佳。2、不要让水和杂物进入滚筒抛光放置在机箱内,机器在停用,以改善卫生的时间。中山内抛光机设备每次进行抛光完毕后,如间隔一两天不运用,应把抛光钢针清洗洁净,置放在一个干燥当地企业储存,便利下次可以持续发展运用。3、在操作中如发现异常,应立即关闭投产后精确定位的原因。如有不明原因者,可与供给厂商可以取得经济联系,解决这些毛病。
外圆抛光机的使用及维护:1.先将工件放入轨道内。2.将工件的中心对准千页轮的中心。3.将轨道锁死,使轨道按一定角度倾斜(倾斜角度越大,工件前进速度越大)。4.中山内抛光机设备启动导轮电机,如果前进速度适宜时,移动磨头至工件上。5.如果出现螺纹状时表明前进速度较快,可适当使轨道的倾斜角度小一些。6.高速内抛光机粗抛时可使导辊转速低一点,精抛时导辊转速适当高点。7.要经常检查减速机内是否缺油。8.要经常检查磨头内是否有杂音,或有轻动。
外圆抛光机的工作原理类似于圆管抛光机,高速内抛光机都是采用无心磨原理由抛磨和送进两大机构组成,通过调节磨头进给量,可对工件进行大余量磨削或精细磨抛,通过调节导向轮间距,可对不同规格的工件进行加工,该机送进机构采用无级变速装置,可以通过改变外圆抛光机加工件的进给速度,使工件达到理想的磨抛效果。并可根据工件的不同材质及抛光要求灵活选用砂布页轮、麻轮、布轮、尼龙轮等多种抛光工具对工件进行抛磨。中山内抛光机工件托板采用耐磨材料制作,可不必经常调整。

抛光机抛光时,试样磨面与抛光盘应绝对平行并均匀地轻压在抛光盘上,中山内抛光机设备注意防止试样飞出和因压力太大而产生新磨痕。同时还应使试样自转并沿转盘半径方向来回移动,以避免抛光织物局部磨损太快在抛光过程中要不断添加微粉悬浮液,使抛光织物保持一定湿度。湿度太大会减弱抛光的磨痕作用,使试样中硬相呈现浮凸和钢中非金属夹杂物及铸铁中石墨相产生“曳尾”现象;高速内抛光机湿度太小时,由于摩擦生热会使试样升温,润滑作用减小,磨面失去光泽,甚至出现黑斑,轻合金则会抛伤表面。

